How to conduct semiconductor aging testing?
Performing aging tests to replicate the actual on-site stress environment can help reduce failure rates. Aging testing is crucial for ensuring quality control of the production line.
2024-11-28 14:24:39

Any electronic device requires a basic component - a semiconductor. We need to ensure the reliability of this critical component so that our equipment can operate normally. So how can we increase the likelihood of providing the best product to end users? This was accomplished through rigorous semiconductor testing. One of the most common and important testing methods is aging testing. The testing process aims to detect early failures of components and reduce the likelihood of defects and malfunctions during use. Performing aging tests to replicate the actual on-site stress environment can help reduce failure rates. Aging testing is crucial for ensuring quality control of the production line.
But how did the entire process proceed? This is achieved by placing semiconductor components under specific high stress conditions to replicate the enhanced on-site environment. Through this process, defective parts can be identified and eliminated.
During the testing phase, the semiconductor components are first fixed on the aging board and then placed in the aging system (such as an environmental chamber). In this room, components are subjected to pressure testing under normal or above normal operating conditions to gradually eliminate any components that are damaged before the rated life of the semiconductor. These operating conditions may include exposing semiconductor components to different temperatures, varying voltages/currents, high operating frequencies, or any other conditions classified as upper limits. By placing components in carefully calibrated harsh conditions in a controlled environment, technicians can identify components with poor performance without affecting the service life of high-quality components.
These aging tests can collect sufficient data to form a bathtub curve (as shown in the example below) and reduce semiconductor failure rates.
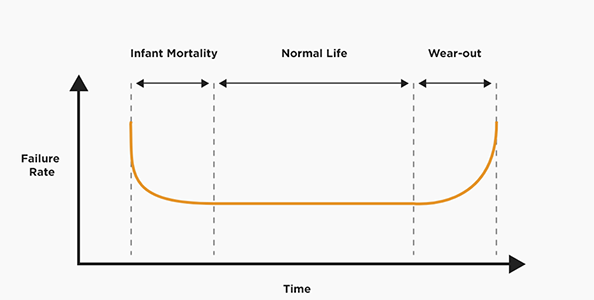
In the initial testing phase, many semiconductors will experience early component failures. These faults are usually caused by manufacturing defects, which have become increasingly common due to aggressive technological expansion and increased circuit complexity.
The root causes of these defects can be identified as conductor faults, electromigration, dielectric faults, metallization faults, and so on. These defects cannot be detected through traditional quality assurance testing, as these types of failures are typically in a dormant state and may randomly occur throughout the device's lifecycle. Therefore, semiconductor components need to undergo intensive testing to prevent such problems from manifesting as malfunctions.
However, although the failure rate decreases over time, a large number of failures still occur in a short period of time. Feedback collected through aging testing can improve manufacturing processes and reduce failure rates. Although components may still fail over time, the purpose is to ensure that these failures typically occur during the normal lifecycle stages of the product.
In theory, faults may still occur randomly during the normal service life of semiconductors. However, when measurements are taken over a considerable period of time, these issues typically arise at a relatively constant rate. Therefore, it may be considered a non issue and cancelled as a product that has reached its service life.
However, these issues still incur warranty costs for manufacturers. Therefore, they hope to have the lowest possible failure rate. Any wear and tear failures that occur during the expected lifespan of the semiconductor must also be resolved before the product is ready to be delivered to the customer.
Another key detail to note is that aging testing is typically conducted on deliverable products. Therefore, the strength of these evaluations is not as strong as that of accelerated life testing. These semiconductor components also spend less time in aging than in ALT testing. After all, manufacturers do not want to affect the lifespan of their products.
The temperature used in aging testing usually reaches 150 degrees Celsius or lower, and according to testing requirements, the testing increment can span several hours to several days. This is in stark contrast to ALT testing, where the equipment is exposed to temperatures of up to 300-400 degrees Celsius for a long period of time (thousands to tens of thousands of hours) to reach the point of failure of the components.
Tel
0086-28-87870928
info@zonglen.com
